

Affûtage par type d’acier : méthodes pour acier carbone, inox et damas
Tous les aciers ne s’affûtent pas pareil. Un carbone “simple” reprend vite un fil rasoir sur pierre à eau, quand un inox à carbures durs (S30V/M390/SG2) réclame souvent diamant ou CBN pour aller droit au but. Et le damas ? On affûte l’arête comme l’acier cœur, en préservant le motif.
Objectif de ce guide : vous donner une méthode claire, fiable et adaptée à l’acier de votre couteau — angles, grits, outils, micro-biseau, gestion du morfil — avec des sources techniques (fabricants & métallurgie) et des tableaux prêts à l’emploi. Comptoir du Couteau ne vend pas de produits d’affûtage : on privilégie donc des critères de choix et des protocoles réellement utiles, sans but commercial.
En 10 minutes, vous saurez quoi utiliser (pierre à eau, céramique, diamant/CBN, strop), quel angle viser, et quand changer de stratégie selon votre acier. [1][2][9][10][3][5][6][8][11][12][13]
- 1) Comprendre l’acier du couteau (le bon choix en 1 minute)
- 1.1 — Trois familles pratiques pour décider vite
- 1.2 — Pourquoi l’acier change votre méthode
- 1.3 — Et le damas dans tout ça ?
- 2) Méthodes par type d’acier (pas à pas + angles + grits)
- 2.1 — Comment affûter l’acier carbone (ex. XC75/1095) : rapide et précis
- 2.2 — Comment affûter l’Inox “fins carbures” : 12C27 / 14C28N / AEB-L
- 2.3 — Comment affûter l’Inox “hauts carbures” : S30V, M390/20CV/204P, SG2 (R2)
- 2.4 — Comment affûter une lame Damas : (carbone & inox / Damasteel PM)
- 3) Angles & grits recommandés par usage (tableau clair)
- 4) Protocole universel “anti-erreur” (morfil & micro-biseau)
- 5) FAQ — affûtage par acier
- 6) Petit lexique de l’affûtage
1) Comprendre l’acier du couteau (le bon choix en 1 minute)
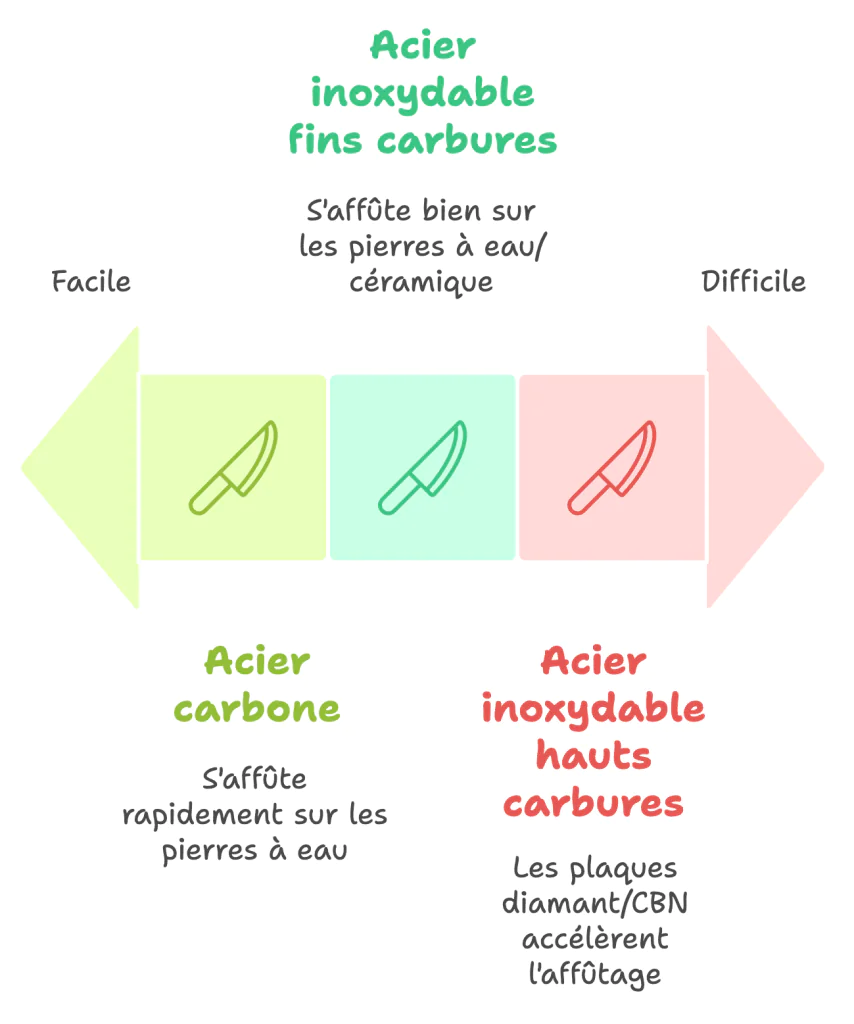
1.1 — Trois familles pratiques pour décider vite
- Carbone (ex. XC75/1095) : carbures modestes, grain fin → affûtage rapide sur pierres à eau (AlOx/SiC), finition au strop.
- Inox “fins carbures” (12C27, 14C28N, AEB-L) : martensitiques proches du carbone côté ressenti ; prennent une arête fine et s’affûtent très bien sur pierres à eau/céramique. [1][2][7][9][10]
- Inox “hauts carbures” (S30V, M390/20CV, SG2) : beaucoup de carbures de vanadium/chrome, très durs → les plaques diamant/CBN accélèrent et stabilisent l’affûtage (moins de “glazing”, morfil mieux contrôlé). [3][4][5][6]
1.2 — Pourquoi l’acier change votre méthode
- Carbures & usure : plus les carbures sont durs/abondants (ex. V dans S30V/M390), plus les abrasifs classiques s’usent ou patinent ; diamant/CBN enlèvent la matière proprement. [3][4][5]
- Grain & stabilité du fil : des inox “fins carbures” (ex. 12C27 / 14C28N / AEB-L) permettent un tranchant fin et stable sans passer au diamant — idéal en cuisine/EDC. [1][2][7][9][10]
- Le morfil (burr) : l’affûtage efficace suit un cycle créer → affiner → couper le morfil (alternances + micro-biseau + strop). Cette approche est confirmée par les tests de J.D. Verhoeven au microscope. [8]
1.3 — Et le damas dans tout ça ?
Le damas (carbone ou damas inox type Damasteel) s’affûte comme l’acier cœur : on travaille l’arête, pas le motif. Préservez simplement les flancs (évitez les polissages agressifs) et entretenez comme l’acier correspondant ; Damasteel indique une grindabilité aisée et une haute propreté (PM inox). [11][12][13]
à lire également sur le blog Comptoir du Couteau : Carbone ou Inox, quel acier choisir pour son couteau de poche.
2) Méthodes par type d’acier (pas à pas + angles + grits)
2.1 — Comment affûter l’acier carbone (ex. XC75/1095) : rapide et précis
Quand l’utiliser ? Lames de cuisine traditionnelles, outdoor “simple”, couteaux d’atelier.
Outils : pierres à eau AlOx/SiC (400/1000/3000), céramique fine, strop cuir + pâte (1–3 µm).
Angle de base : 15–20°/côté (selon usage).
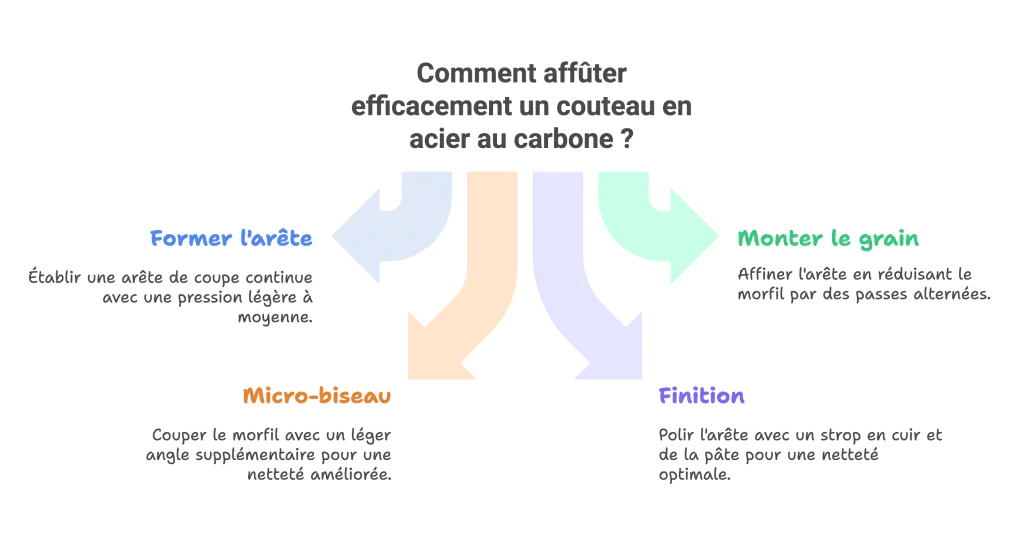
Méthode Pas à pas
- Former l’arête (400–600) : pression légère à moyenne, passes régulières jusqu’au morfil continu.
- Monter le grain (1000 → 3000) : réduire le morfil par alternances 1/1.
- Micro-biseau (+2–3°) : 2–3 passes par côté pour couper le morfil.
- Finition : strop 10–20 passes par côté (pâte 1–3 µm), puis 5 passes à nu.
Erreurs à éviter : appuyer trop fort (fil “roulé”), sauter la phase micro-biseau (morfil persistant).
Pourquoi ça marche ? Le carbone a des carbures modestes et un grain fin → il répond très bien aux pierres à eau et au strop ; la séquence créer → affiner → couper le morfil est validée au microscope. [8]
2.2 — Comment affûter l’Inox “fins carbures” : 12C27 / 14C28N / AEB-L
Quand l’utiliser ? EDC, cuisine, chasse/pêche : on veut arête fine, stabilité et entretien facile.
Outils : pierres à eau 600/1000/3000 (→ 6000 si besoin), céramique fine, strop cuir.
Angle de base : 15–20°/côté.
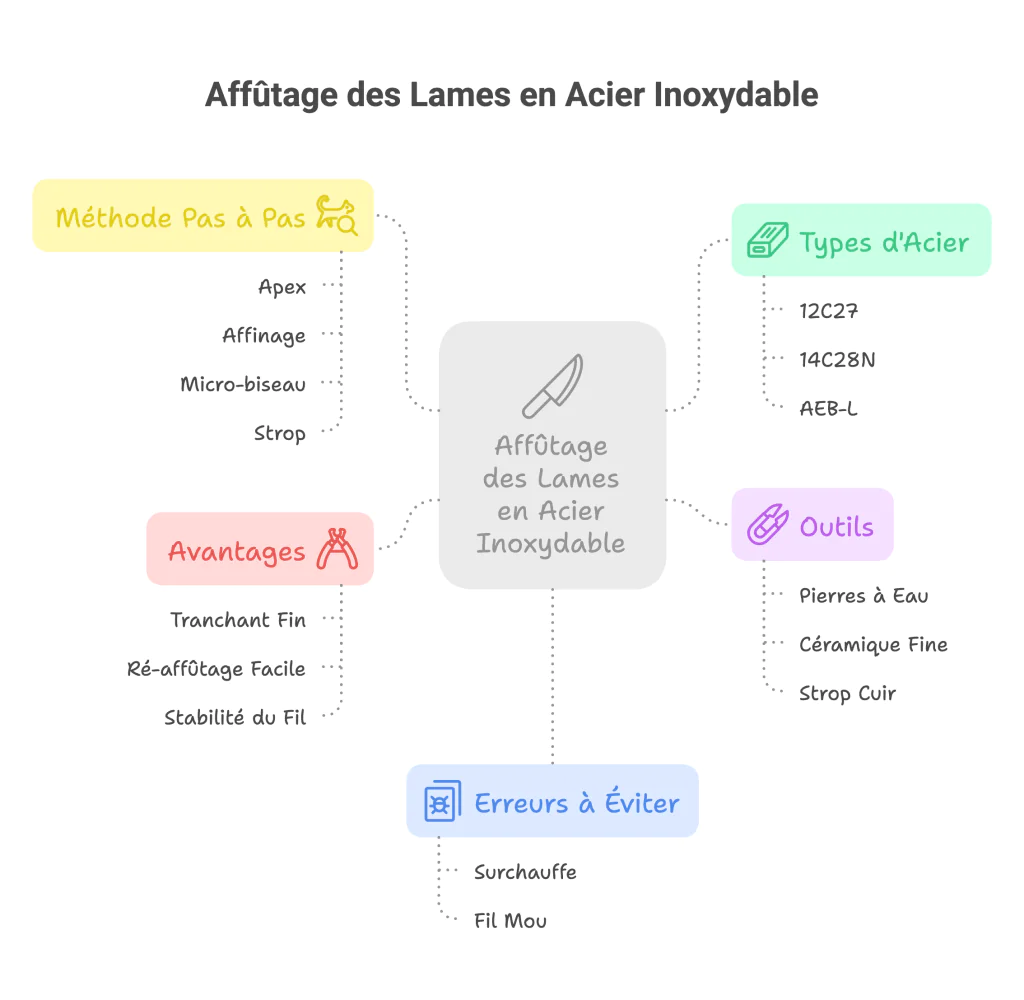
Méthode pas à pas
- Apex (600–800) : morfil continu, sans surchauffe (pression modérée).
- Affinage (1000 → 3000/6000) : alternances serrées, morfil minimal.
- Micro-biseau (+2–3°) : 2–3 passes nettes par côté.
- Strop : 10–20 passes (pâte 1–3 µm), 5 à nu.
Erreurs à éviter : rester trop longtemps sur des grains très fins sans micro-biseau (fil “mou”).
Pourquoi ça marche ? Ces inox martensitiques ont une microstructure à fins carbures → tranchant fin, re-affûtage facile sur pierres classiques ; 14C28N et 12C27 sont conçus pour la stabilité du fil et une ré-affûtabilité aisée ; AEB-L est réputé pour son grain très fin. [1][2][9][10]
2.3 — Comment affûter l’Inox “hauts carbures” : S30V, M390/20CV/204P, SG2 (R2)
Quand l’utiliser ? Fortes exigences tenue de coupe/abrasion (EDC intensif, pro, outdoor).
Outils : plaques diamant/CBN (300–600 → 1000–2000), céramique dure en finition, strop sur émulsion diamant/CBN (1–3 µm).
Angle de base : 18–20°/côté, puis micro-biseau +2–3°.
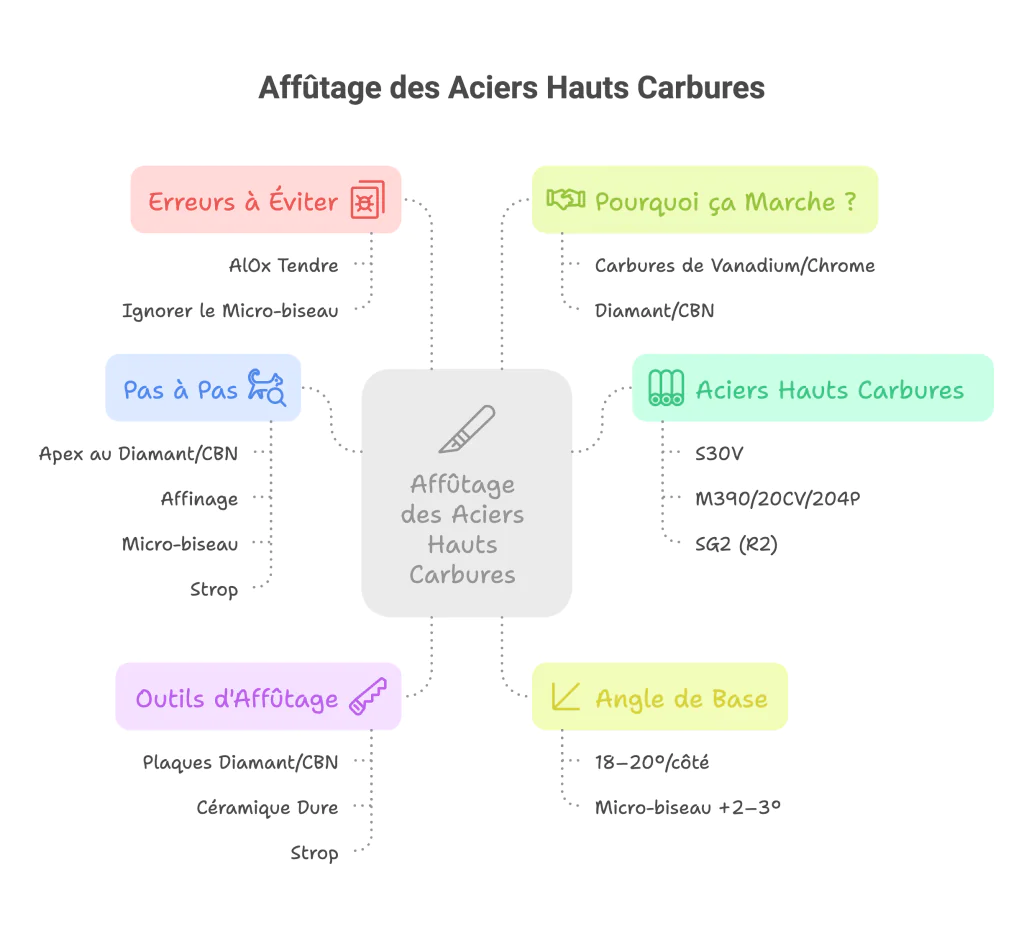
Méthode pas à pas
- Apex au diamant/CBN (300–600) : former vite et proprement l’arête sans glacer la pierre.
- Affinage (1000–2000) : alternances courtes pour raccourcir le morfil.
- Micro-biseau (+2–3°) : 2–3 passes pour couper le morfil (clé sur ces aciers).
- Strop : 10–20 passes avec diamant/CBN 1–3 µm ; 5 passes à nu si souhaité.
Erreurs à éviter : tenter tout l’affûtage sur AlOx tendre (pierres qui glacent, perte de temps) ; ignorer le micro-biseau (fil qui “accroche” et casse).
Pourquoi ça marche ? Ces aciers comportent des carbures de vanadium/chrome très durs → les abrasifs classiques coupent mal ces carbures ; diamant/CBN rendent l’opération nettement plus efficace et contrôlent mieux le morfil. [3][4][5][6][7]
2.4 — Comment affûter une lame Damas : (carbone & inox / Damasteel PM)
Principe : on affûte l’arête comme l’acier cœur (carbone ou inox) ; le motif est sur les flancs → éviter les polissages agressifs hors biseau.
Outils : identiques à la famille d’acier du cœur (voir 2.1, 2.2, 2.3).
Angle de base : idem acier cœur.
Méthode pas à pas
- Protéger les flancs (ruban/soin) si vous travaillez “plat sur pierre”.
- Affûter le biseau selon la méthode du cœur (carbone vs inox fin carbures vs hauts carbures).
- Nettoyage/huile fine après affûtage (surtout damas carbone).
Pourquoi ça marche ? Les damas inox modernes (ex. Damasteel DS93X/RWL34+PMC27) sont pensés pour une arête performante et une entretien facile ; on n’abîme pas le motif tant qu’on reste sur le biseau et qu’on évite de poncer les flancs. [11][12][13]
à lire également sur le blog, notre dossier complet sur l’entretien d’un couteau de poche.
3) Angles & grits recommandés par usage (tableau clair)
Rappel : les angles sont par côté (angle inclusif = ×2). Ajuste de ±2° selon ton geste et l’acier. Le micro-biseau (+2–3°) augmente la tenue de coupe, surtout sur les hauts carbures (S30V/M390/SG2). [3][4][6][8]
| Usage / Couteau | Famille d’acier typique | Angle conseillé (par côté) | Progression type (grits) | Finition / entretien | Notes clés |
|---|---|---|---|---|---|
| Cuisine japonaise (gyuto, petty) | 12C27, AEB-L, aciers carbone fins | 12–15° | 800–1000 → 3000/6000 | Strop cuir 1–3 µm | Tranchant fin, garder pression légère. [1][2][9][10] |
| Cuisine occidentale (chef, santoku EU) | 12C27/14C28N, X50CrMoV15 | 15–20° | 600–1000 → 3000 | Strop cuir | Compromis coupe/durabilité. [1][2] |
| Désossage / filet | Carbone, AEB-L | 12–15° | 600 → 1000/3000 | Strop light | Flex et précision, éviter de trop polir. [9][10] |
| EDC / urbain | 12C27, 14C28N, S35VN | 18–20° | 600–1000 → 2000/3000 | Strop | Tranchant robuste multi-usage. [1][2][3] |
| Outdoor / bushcraft | Carbone, 14C28N, S30V | 20–22° | 400–600 → 1000/2000 | Strop (émulsion si V-rich) | Tenue au batonage / carton. [3][4] |
| Hauts carbures (S30V, M390/20CV, SG2) | V/Cr carbides élevés | 18–20° + micro-biseau | Diamant/CBN 300–600 → 1000–2000 | Strop diamant/CBN 1–3 µm | Diamant/CBN fortement recommandé. [3][4][5][6][7][8] |
| Damas (carbone/inox) | Cœur = voir famille | Idem cœur | Idem cœur | Nettoyage + huile fine (carbone) | Affûter le biseau, éviter polir les flancs. [11][12][13] |
4) Protocole universel “anti-erreur” (morfil & micro-biseau)
Objectif : un fil net qui tient, sans “accroche”. Ce protocole suit la logique validée au microscope : créer → affiner → couper le morfil, puis finir. [8]
- Stabiliser l’angle
- Pose un marqueur sur le biseau ; fais 3–4 passes : s’il reste du feutre au talon/au fil, corrige l’angle. (Simple et efficace.) [8]
- Former l’arête (apex)
- Grain de départ : 400–600 (carbone), 600–800 (12C27/14C28N/AEB-L), 300–600 diamant/CBN (S30V/M390/SG2).
- Cherche un morfil continu d’un bord à l’autre (test au bout d’ongle / coton). [1][2][3][8]
- Affiner en alternant
- Monte à 1000 → 2000/3000 (ou 1000–2000 diamant/CBN pour hauts carbures).
- Alternances courtes 1/1 pour raccourcir le morfil et le fragiliser. [3][8]
- Micro-biseau (+2–3°)
- 2–3 passes par côté à l’angle légèrement augmenté.
- Sur hauts carbures, c’est la clé pour “casser” proprement le morfil et renforcer l’arête. [3][4][6][8]
- Finition adaptée
- Carbone / 12C27 / 14C28N / AEB-L : pierre 3000/6000 puis strop cuir 1–3 µm.
- S30V / M390 / SG2 : strop diamant/CBN 1–3 µm (puis 3–5 passes à nu). [1][2][3][6][7]
- Contrôle coupe
- Push-cut papier / rasage avant-bras (léger) / tomate sans écraser. Si ça “accroche” : 2 passes micro-biseau + 10 passes de strop et reteste. [8]
- Entretien
- Essuyer, sécher, goutte d’huile (carbone, damas carbone), 3–5 passes de strop après usage : tu repousses le prochain affûtage “lourd”. [11][12]
Erreurs fréquentes
Trop de pression (fil roulé), sauter le micro-biseau, tenter S30V/M390 sans diamant/CBN (pierres qui glacent), “sur-polir” un biseau damas (motif terni). [3][4][6][8][11]
5) FAQ — affûtage par acier
Les deux abrasifs coupent les carbures V/Cr très durs ; CBN s’use souvent plus régulièrement sur l’acier, le diamant est très disponible. L’important est d’en avoir un des deux dès 300–600. [3][4][6]
Oui, quasiment : grains fins, arête très nette sur pierres à eau/céramique + strop. Ce sont des inox conçus pour la ré-affûtabilité. [1][2][9][10]
Non si tu restes sur le biseau. Évite de polir les flancs, surtout sur damas carbone ; un nettoyage + fine huile suffisent. Les damas inox PM (type Damasteel) sont faciles à entretenir. [11][12][13]
Japonais : 12–15° ; occidental : 15–20°. Monte l’angle (+2–3°) en micro-biseau si tu veux plus de tenue. [8]
Pas obligatoire. Un 1000/3000 + strop donne déjà un fil rasoir et durable. Réserve 6000–8000 aux coupe-tests très fins. [8]
Refais 2 passes au micro-biseau + 10–20 passes de strop (adapté à l’acier). Tu as probablement laissé un morfil résiduel. [8]
Question de budget/ergonomie. Les systèmes aident à tenir l’angle (apprentissage plus rapide) ; pierres à eau = polyvalence et coût réduit. Sur hauts carbures, assure-toi d’avoir des plaques diamant/CBN compatibles. [3][6]
Regarde la fiche produit/marquage, ou renseigne-toi auprès du fabricant (ex. 12C27/14C28N chez Alleima/Sandvik, AEB-L chez Uddeholm). Adapte ensuite la méthode à la famille. [1][2][9][10]
6) Petit lexique de l’affûtage
- Apex (arête) — Ligne d’intersection des deux biseaux : c’est le tranchant actif. Tout le protocole vise à créer un apex net puis à le stabiliser. [8]
- Biseau (primary bevel) — Surface meulée de chaque côté de la lame. Son angle conditionne la coupe et la durabilité.
- Micro-biseau (micro-bevel) — Petit biseau ajouté +2–3° au-dessus de l’angle de base pour couper le morfil et renforcer l’arête, crucial sur les aciers hauts carbures. [3][8]
- Morfil (burr) — Liseré métallique très fin formé au sommet du biseau quand l’acier est assez aminci. On le crée, on l’affine (alternances), puis on le coupe (micro-biseau + strop). [8]
- Strop (cuir) — Bande de cuir (avec pâte/émulsion 1–3 µm ou à nu) pour terminer le tranchant : aligne l’apex, enlève les résidus de morfil. [8]
- Grit — Granulométrie de l’abrasif (JIS/FEPA). Plus le chiffre est élevé, plus la finition est fine (ex. 400/1000/3000/6000).
- Boue (slurry) — Mélange eau + particules abrasives généré sur les pierres à eau ; participe à la coupe et à la finition.
- Glassage (glazing) — Saturation/lustrage d’une pierre trop douce face à des aciers hauts carbures ; la pierre coupe moins. Diamant/CBN évitent ce phénomène. [3]
- Diamant / CBN — Abrasifs superdurs qui usinent efficacement les carbures de vanadium/chrome (S30V, M390, SG2). Recommandés pour gagner du temps et mieux gérer le morfil. [3][4][5][6]
- Céramique — Tiges/plats très durs (alumine) utiles en entretien ou finition (après 1000–3000).
- Convexe — Profil bombé du biseau (sans arête vive entre biseau et flanc). Offre un fil robuste (outdoor), s’entretient bien au strop.
- Angle par côté / angle inclusif — On exprime souvent l’angle par côté (ex. 20°). L’angle inclusif = 2 × angle par côté (ici 40°).
- Carbures — Particules dures (V, Cr, Mo…) dispersées dans l’acier. Beaucoup de carbures durs = tenue de coupe élevée mais affûtage plus exigeant → diamant/CBN conseillés. [3][4][5][6]
- Tenue de coupe (edge retention) — Capacité du fil à rester tranchant dans le temps ; corrélée à la proportion/dureté des carbures et au traitement thermique. [6]
- Aciers “fins carbures” — Inox type 12C27 / 14C28N / AEB-L : microstructure très fine, arête nette, ré-affûtage facile sur pierres à eau. [1][2][7][9][10]
- Aciers “hauts carbures” — Ex. S30V, M390/20CV, SG2 : forte fraction de carbures V/Cr → préférer diamant/CBN. [3][4][5]
- Reprofilage (bevel set) — Étape où l’on recrée la géométrie du biseau (grain 300–600) avant l’affinage.
- Ébréchures (micro-chipping) — Petites cassures du fil (chocs, angle trop fin, abrasif inadapté). Le micro-biseau aide à les limiter. [8]
- Damas / Etch — Lame multicouches. On affûte le biseau comme l’acier cœur ; on évite de polir les flancs pour préserver le motif gravé/attaqué (“etch”). [11][12][13]
Bibliographie
[1] Alleima — 12C27 (fiche matériau / datasheet). Données officielles 12C27 (inox martensitique “fins carbures”). Alleima
[2] Alleima — 14C28N (fiche & PDF). Fiche mise à jour 09/05/2025 + PDF datasheet. Alleima+1
[3] KnifeSteelNerds — Carbide Types in Knife Steels. Point clé : diamant/CBN > carbures V/Cr pour l’enlèvement de matière. knifesteelnerds.com
[4] CPM S30V — Datasheet (Niagara Specialty Metals, doc Crucible). Chimie & indications d’usinabilité/affûtage. Niagara Specialty Metals
[5] KnifeSteelNerds — M390 / 20CV / 204P (histoire & propriétés). Contexte carbures élevés. knifesteelnerds.com
[6] KnifeSteelNerds — Testing the Edge Retention of 48 Knife Steels. Méthodo & résultats (retenue de fil). knifesteelnerds.com
[7] Alleima — Fine-carbide stainless knife steels. Microstructure fine ⇒ affûtage facile & arête stable. Alleima
[8] J.D. Verhoeven — Experiments on Knife Sharpening (PDF). Cycle morfil créer→affiner→couper, rôle du strop. North Arm Knives
[9] KnifeSteelNerds — All About AEB-L. Histoire, carbures fins, facilité d’affûtage. knifesteelnerds.com
[10] Uddeholm/voestalpine Precision Strip — UHB AEB-L (page produit). Positionnement “industrial knife steel”, avantages. Uddeholmstrip
[11] Damasteel — Steel Alloys (RWL34, PMC27, Damacore). “Easy to maintain / easy grinding” (inox PM). damasteel.se
[12] Damasteel — RWL34 Datasheet (PDF). Courbes de traitement & propriétés. damasteel.se
[13] Damasteel — DS93X™ (Damascus martensitique) Datasheet (PDF). Composition (RWL34 + PMC27) & recommandations. damasteel.se